_画板-1-1.png.webp)
Producing high-quality pellets using twin-screw extruder pelletizers is essential for manufacturing various plastic products.
However, common production problems can lead to low-quality pellets, production delays, and even damage to the equipment.
In this article, I will discuss ten common causes of and solutions to problems that can occur during the production of twin-screw extruder pelletizers.
Problem 1: Broken Strips in Twin-Screw Extruder Pelletizers
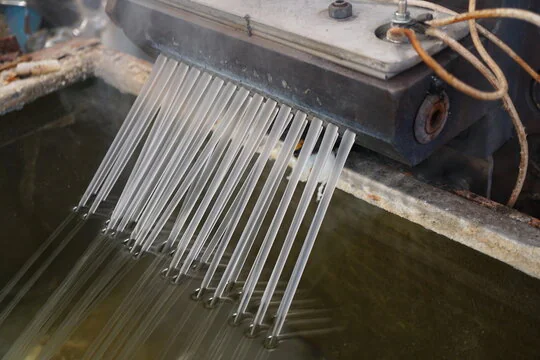
Broken strips in twin-screw extruder pelletizers are a common problem that can affect the quality of your pellets. Broken strips can occur for several reasons, such as excessive feed rate, high screw speed, and worn or damaged screws.
The following are practical solutions to help you overcome the problem of broken strips:
- Reduce the feed rate: One of the primary causes of broken strips is an excessive feed rate. Reduce the feed rate to a level that the extruder can handle efficiently.
- Adjust the screw speed: High screw speed can cause excessive shear on the material, resulting in broken strips. Reduce the screw speed to a level that will prevent the strips from breaking.
- Replace worn or damaged screws: Worn or damaged screws can cause inconsistent mixing, resulting in broken strips. Inspect the screws regularly and replace them as necessary.
- Increase the barrel temperature: Increasing the barrel temperature can help to soften the material, reducing the risk of broken strips.
Problem 2: Unstable Discharge Problems

Unstable discharge can occur during the production of twin-screw extruder pelletizers. This problem can be caused by several factors, including uneven material distribution, worn or damaged screws, and improper die design.
The following are practical solutions to help you overcome the problem of unstable discharge:
- Improve material distribution: Ensure that the material is evenly distributed across the screw channel. This can be achieved by using a feeder or by adjusting the screw configuration.
- Replace worn or damaged screws: Worn or damaged screws can cause inconsistent mixing and uneven material distribution, leading to unstable discharge. Inspect the screws regularly and replace them as necessary.
- Adjust the die design: The die design can affect the flow of the material, leading to unstable discharge. Consider adjusting the die design or replacing the die to improve the flow of the material.
Problem 3: Black Spots on Pellets
Black spots on pellets produced by twin-screw extruder pelletizers can be caused by various factors, including degraded material, overheating, and carbonization of the material.
The following are practical solutions to help you overcome the problem of black spots on pellets:
- Use high-quality material: High-quality material can help to prevent black spots on pellets.
- Reduce the barrel temperature: Overheating can cause the material to degrade and form black spots. Reduce the barrel temperature to a level that will prevent the material from overheating.
- Increase the screw speed: Increasing the screw speed can help to improve the mixing and prevent the material from carbonizing.
Problem 4: Unstable Mainframe Current

Unstable mainframe current can occur during the production of twin-screw extruder pelletizers. This problem can be caused by several factors, including inconsistent material feed, worn or damaged gears, and improper electrical wiring.
The following are practical solutions to help you overcome the problem of unstable mainframe current:
- Ensure consistent material feed: Inconsistent material feed can cause the motor to work harder, leading to unstable mainframe current. Ensure that the material feed is consistent.
- Replace worn or damaged gears: Worn or damaged gears can cause inconsistent mixing, leading to unstable mainframe current. Inspect the gears regularly and replace them as necessary.
- Check electrical wiring: Improper electrical wiring can cause unstable mainframe current. Ensure that the electrical wiring is correct and that all connections are secure.
Problem 5: High Start-Up Current

High start-up current is a common issue in twin-screw extruder pelletizers. This problem occurs when the current during start-up is higher than the standard current.
High start-up current can be caused by a variety of factors, including:
- Overloading of the twin-screw extruder pelletizer during start-up
- Poor quality of the material used in the pelletizer
- Insufficient lubrication of the components of the pelletizer
- Damage to the barrel, screw, or gearbox of the pelletizer
- Electrical issues, such as a faulty motor or power supply
To prevent high start-up current, it is important to follow the manufacturer’s recommendations for loading capacity and use high-quality materials in the pelletizer. Regular maintenance, such as lubrication of the components and inspection for damage, can also help prevent this issue.
If high start-up current does occur, it is important to immediately shut down the pelletizer to prevent further damage.
The cause of the issue should be identified and addressed before restarting the pelletizer. In some cases, it may be necessary to replace damaged components or repair electrical issues to prevent high start-up current from recurring.
Problem 6: Wear on Screw Elements

Wear on screw elements is another common problem that can occur during the production of twin-screw extruder pelletizers.
This problem can lead to reduced efficiency, increased maintenance costs, and even production downtime. Some causes of wear on screw elements include abrasive or corrosive materials, improper screw design, and excessive operating temperatures.
Here are some practical solutions to reduce the wear on screw elements:
- Use abrasion-resistant materials: Use materials that are resistant to abrasion and corrosion. Consider using hardened steel, tungsten carbide, or other wear-resistant materials for your screw elements.
- Optimize screw design: Optimize the screw design to reduce wear on the screw elements. Ensure that the pitch, diameter, and length of the screw elements are appropriate for the material being processed.
- Reduce operating temperature: Operating at high temperatures can increase wear on screw elements. Therefore, reducing the operating temperature can help to reduce wear. Consider reducing the barrel temperature or adjusting the cooling system to achieve this.
- Regular maintenance: Regular maintenance can help to identify wear on screw elements before they become a significant problem. Schedule regular inspections of the screw elements, and replace any worn or damaged parts promptly.
Problem 7: Inconsistent Pellet Size

Inconsistent pellet size is another common problem that occurs during the production of twin-screw extruder pelletizers.
This problem can be caused by several factors, such as a blocked die, worn screws, or a damaged cutting blade. The following practical solutions can help you overcome this problem:
- Check for blocked die: A blocked die can cause inconsistent pellet size. To address this issue, inspect the die to ensure that it is not clogged or blocked. If it is blocked, clean it using an appropriate cleaning tool.
- Inspect the screws: Worn screws can cause inconsistent pellet size. Check the screws to ensure that they are not worn out or damaged. If they are worn out, consider replacing them.
- Check the cutting blade: A damaged cutting blade can cause inconsistent pellet size. Inspect the cutting blade to ensure that it is not damaged. If it is damaged, consider replacing it.
- Adjust the screw speed: Adjusting the screw speed can help to address inconsistent pellet size. You can increase or decrease the screw speed to achieve a consistent pellet size.
- Inspect the feed rate: An incorrect feed rate can cause inconsistent pellet size. Check the feed rate to ensure that it is not too high or too low. Adjust the feed rate as necessary to achieve a consistent pellet size.
Problem 8: Low Output Rate

If you notice that your twin-screw extruder pelletizer is producing pellets at a lower rate than usual, it could be due to various factors.
Some of the common causes include poor feeding, clogged screens, incorrect screw configuration, and wear and tear of the screw elements.
Here are some practical solutions that can help you increase the output rate of your twin-screw extruder pelletizer:
- Improve feeding: Ensure that the material feeding into the twin-screw extruder pelletizer is consistent and uniform. Inconsistent feeding can cause the screw to operate unevenly, leading to a lower output rate.
- Check for clogged screens: Inspect the screens for clogging or blockage. Clogged screens can reduce the flow rate of the material, resulting in lower output rates.
- Verify screw configuration: Check the screw configuration to ensure that it is optimized for the material being processed. Incorrect screw configuration can lead to poor mixing and inadequate melting, leading to lower output rates.
- Replace worn screw elements: Check the screw elements for wear and tear. Worn screw elements can reduce the efficiency of the extruder, leading to lower output rates. Replace worn screw elements as necessary to improve the output rate.
Problem 9: Material Degradation
Material degradation is another common problem that can occur during the production of twin-screw extruder pelletizers.
This is usually caused by high processing temperatures and shear rates, which can cause thermal and mechanical degradation of the polymer material.
To prevent material degradation, you can consider the following practical solutions:
- Reduce processing temperature: Lowering the processing temperature can help to prevent material degradation. You can adjust the barrel temperature and the cooling system to achieve the desired processing temperature.
- Reduce shear rate: Reducing the shear rate can also help to prevent material degradation. You can achieve this by adjusting the screw speed or the feed rate.
- Use low-shear screws: Consider using low-shear screws, which can help to reduce shear rates and prevent material degradation.
- Use polymer stabilizers: Adding polymer stabilizers to the polymer material can help to prevent thermal and mechanical degradation. These stabilizers can help to protect the polymer material from high processing temperatures and shear rates.
Problem 10: Motor Overheating
Another common problem that can occur during the production of twin-screw extruder pelletizers is motor overheating.
This can be caused by various factors, such as excessive load on the motor, improper ventilation, and insufficient cooling.
If you notice that your motor is overheating, it is essential to address the issue immediately to avoid further damage. Here are some practical solutions that can help you overcome this problem:
- Check for proper ventilation: Ensure that there is proper ventilation in the room where your twin-screw extruder pelletizer is located. Adequate ventilation helps to dissipate heat and prevent the motor from overheating.
- Inspect the cooling system: Check the cooling system to ensure that it is functioning correctly. The cooling system comprises a heat exchanger, a water pump, and hoses. Ensure that the heat exchanger is clean, and there is no clogging or blockage in the hoses.
- Reduce load on the motor: Check the load on the motor to ensure that it is not exceeding the motor’s capacity. Overloading the motor can cause it to overheat. Reduce the feed rate or adjust the screw speed to reduce the load on the motor.
- Use a thermal protection device: Install a thermal protection device on the motor. This device can help to detect when the motor is overheating and shut it down automatically to prevent further damage.
Conclusion:
In conclusion, the production of twin-screw extruder pelletizers is a complex process that requires attention to detail and expertise. It is common to encounter problems during the production process that can lead to downtime, decreased productivity, and increased costs.
However, by understanding the common causes of these problems and implementing practical solutions, you can overcome these challenges and achieve better production results.
We have discussed ten common problems that can occur during the production of twin-screw extruder pelletizers, including broken strips, unstable discharge, black spots on pellets, unstable mainframe current, high start-up currents, excessive wear of screw elements, die plate wear, gearbox oil leaks, feed rate control problems, and motor overheating.
For each of these problems, we have provided practical solutions that can help you overcome them and keep your twin-screw extruder pelletizer running smoothly.
Remember that prevention is always better than cure. By implementing preventive measures such as regular maintenance, proper lubrication, and cleaning, you can avoid many of these problems altogether.
Additionally, it is essential to work with suppliers and manufacturers who prioritize excellent after-sales service, technical expertise, and cost-effective solutions.
In summary, the production of twin-screw extruder pelletizers can be challenging, but by understanding the common problems that can occur and implementing practical solutions, you can achieve better results and increase your productivity.


_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png.webp "NICETY MACHINERY Co., LTD")