_画板-1-1.png)

You just finished a pelletizing run. The pellets look fine. But moisture is still hiding on the surface and inside — and it is quietly destroying your product quality.
Plastic pellets must be dehydrated and dried before further processing. Wet pellets cause bubbles, weak spots, and inconsistent melt flow. The right method depends on your pelletizing type. For most lines, residual moisture should be below 0.1–0.3% before downstream use.

Under water Pelletizing Line Centrifugal Dryer
I have spent years in plastics processing. I have seen too many factory owners skip or underinvest in the drying step. They think dehydration is simple. They think a fan or a short air-dry is enough. It is not. By the end of this article, you will understand exactly why dehydration matters, how the two main methods work, and how to choose the right one for your line.
Why Does Moisture in Plastic Pellets Matter So Much?
You may know moisture is bad. But do you know exactly how bad? Most people underestimate it.
Moisture in plastic pellets causes serious problems during molding and extrusion. Even 0.1% excess water can trigger hydrolysis, surface bubbles, silver streaks, and a significant drop in tensile strength. For hygroscopic materials like PA, PET, and ABS, this threshold is even lower.

plastic pellets with moisture defects surface bubbles silver streaks
Let me break this down further. I have worked with many customers who blamed their extruder or mold for product defects. After investigation, the real culprit was wet pellets going into the machine.
Here is what happens inside the barrel when moisture is present:
What Does Water Actually Do Inside the Extruder?
When wet pellets enter a hot barrel, water instantly becomes steam. That steam has nowhere to go. It gets trapped inside the melt. This creates several problems at once.
Moisture Effects by Material Type
Different plastics react differently to moisture. The table below shows the danger zones:
| Material | Max Acceptable Moisture Before Processing | Main Risk if Too Wet |
|---|---|---|
| PET | < 0.005% (50 ppm) | Severe hydrolysis, IV drop, brittle product |
| PA (Nylon) | < 0.1–0.2% | Surface bubbles, reduced tensile strength |
| ABS | < 0.1% | Silver streaks, surface blistering |
| PC | < 0.02% | Hydrolysis, severe strength loss |
| PP / PE | < 0.1–0.3% | Bubbles, surface defects (less hygroscopic) |
| TPU | < 0.05% | Hydrolysis, foaming, degraded elasticity |
| PVC | < 0.1% | Surface pinholes, discoloration |
As you can see, hygroscopic materials like PET and PC are extremely sensitive. Even a small amount of moisture causes chain scission — the polymer chains break down and you lose mechanical properties permanently. No amount of downstream processing fixes that. The damage is done before the pellet ever reaches the mold.
This is why at Nicety Machinery, I always tell customers: treat the drying step as part of your quality control, not just as machine maintenance.
What Is the Difference Between Dehydration and Drying?
Many people use these two words as if they mean the same thing. They do not.
Dehydration removes free surface water from pellets — the water you can see or feel. Drying removes bound and residual moisture at a deeper level, usually with heat. Most production lines need both steps. Dehydration comes first, then drying completes the process.
In my experience, factories that skip the dehydration step put unnecessary strain on their dryers. The dryer then has to work much harder to remove bulk surface water — and it was not designed for that. You end up with uneven drying, higher energy bills, and more frequent equipment wear.
How Much Moisture Is on Pellets Before and After Each Step?
Understanding the moisture level at each stage helps you design a better production line.
Moisture Levels at Each Stage of the Process
| Stage | Typical Moisture Content | Notes |
|---|---|---|
| Right after water-ring pelletizer | 8–15% | Pellets exit fully submerged in water |
| Right after strand pelletizer (air-cooled) | 2–5% | Water used for cooling only |
| After centrifugal dehydration | 0.3–1.0% | Depends on pellet size and material |
| After hot air drying (standard) | 0.05–0.3% | Standard industrial dryer, ~2–4 hours |
| After dehumidifying drying (hygroscopic materials) | 0.005–0.05% | For PET, PA, PC, TPU — critical step |
As you can see, each step reduces moisture progressively. Trying to skip centrifugal dehydration and go straight from wet pellets to a hot air dryer is a serious mistake. It overloads the dryer and causes inconsistent results across the batch.
Which Centrifugal Dehydration Method Is Right for Your Line?
This is the question I get asked the most. The answer depends on what type of pelletizer you are running.
There are two main centrifugal dehydration methods used in industrial pelletizing lines: strand line centrifugal dryers for string pelletizing, and UWP centrifugal dryers for underwater pelletizing. Each is designed for a specific water content, pellet shape, and production flow.
%(centrifugal dryer types strand line underwater pelletizing)Strand line centrifugal dryer vs underwater pelletizing centrifugal dryer comparison
I want to go deeper on each one, because choosing the wrong type leads to poor dehydration results and equipment problems down the line.
How Does a Strand Line Centrifugal Dryer Work?
The strand line centrifugal dryer is designed to work after string pelletizing — where molten plastic is pulled into strands through a water bath, then cut into pellets by a pelletizer.
In a strand line, the pellets exit with moderate surface moisture. The centrifugal dryer receives these pellets and spins them at high speed inside a stainless steel screen drum. The centrifugal force throws surface water outward through the screen perforations. The pellets exit dry and ready for collection.
Strand Line Centrifugal Dryer: Key Parameters
| Parameter | Typical Specification |
|---|---|
| Inlet moisture | 2–5% |
| Outlet moisture after dehydration | 0.3–0.8% |
| Processing capacity | 200–2000 kg/h |
| Drying mechanism | Centrifugal force, rotating screen drum |
| Suitable materials | PP, PE, ABS, PS, PVC compounds, masterbatches |
| Body material options | 201 SS, 304 SS, 316 SS |
At Nicety Machinery, our strand line centrifugal dryers are built with a screw conveyor feed system and a vertical centrifugal drying chamber. The design minimizes pellet breakage — something that is critical when you are processing modified compounds or masterbatches where pellet integrity directly affects downstream dispersion quality.
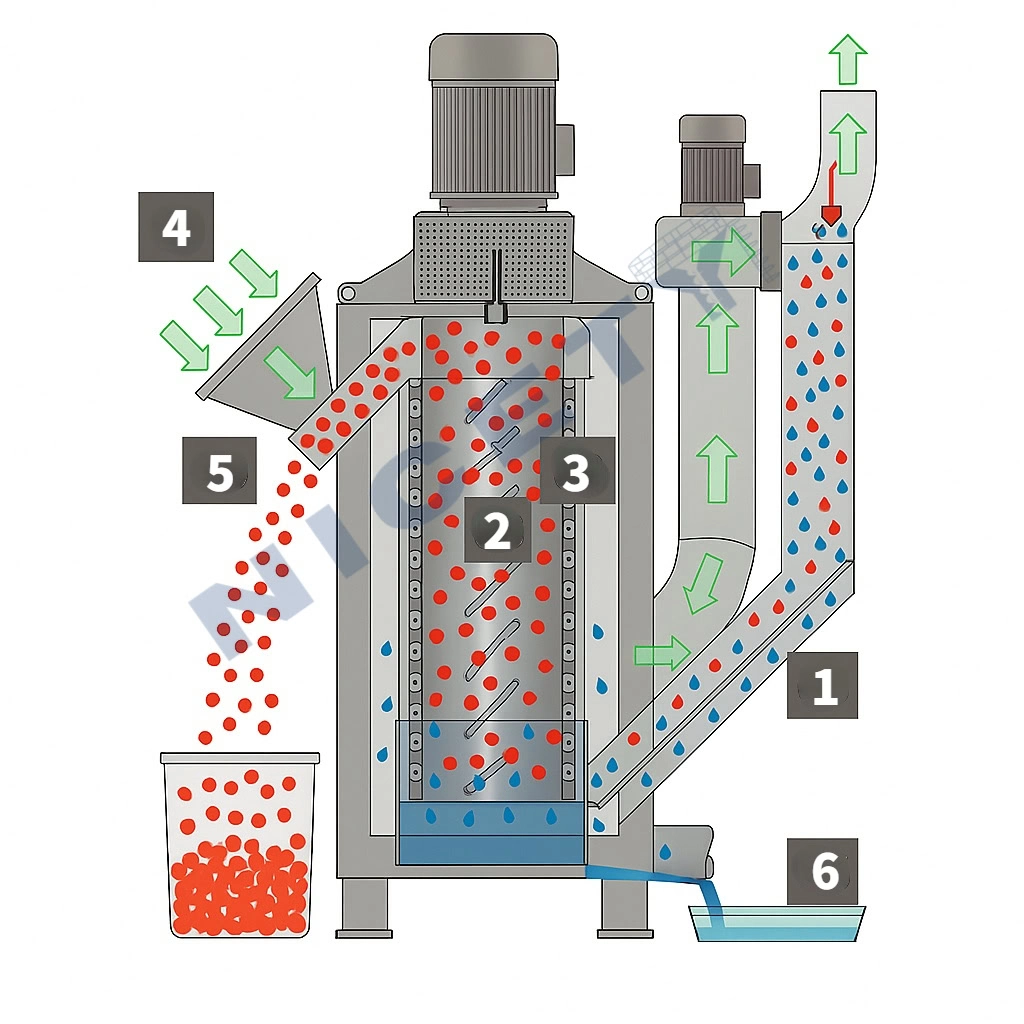
How Does a UWP Centrifugal Dryer Work for Underwater Pelletizing?
The UWP centrifugal dryer handles a much harder job. In underwater pelletizing (UWP), the pellets are cut while still submerged in a water flow. They exit in a water-pellet slurry with moisture content as high as 8–15%.
The UWP centrifugal dryer first uses gravity to separate up to 95% of the free water through a slotted screen. Then the pellets enter the spinning rotor section, where inclined blades drive them upward in a spiral. Adhering water is expelled through the cylindrical screen. A reverse airflow then creates negative pressure at the pellet outlet, which allows pellets to exit cleanly while keeping moisture inside the dryer chamber.
UWP Centrifugal Dryer: Key Parameters
| Parameter | Typical Specification |
|---|---|
| Inlet moisture | 8–15% (water-pellet slurry) |
| Outlet moisture after dehydration | 0.05–0.2% |
| Drying mechanism | Gravity pre-separation + centrifugal force + reverse airflow |
| Water recirculation | Up to 95% of process water recovered and recycled |
| Suitable polymers | PE, PP, PET, ABS, PA, TPE, masterbatches, recycled materials |
| Key advantage | Continuous operation, compact footprint, low energy use |
The reverse airflow system is an important feature I always highlight to customers. It means the dryer actively pulls dry air across the pellet outlet, which removes the last traces of surface moisture using the pellet’s own residual heat from extrusion. This is a very energy-efficient mechanism. You are using heat that is already there — not adding more.
What Drying Method Should You Use After Dehydration?
Centrifugal dehydration is the first step. But for most materials — especially engineering plastics — you still need a secondary drying step before molding or extrusion.
After centrifugal dehydration, plastics still need thermal drying to reach processing-safe moisture levels. Hot air dryers work for non-hygroscopic materials like PP and PE. Dehumidifying dryers are required for hygroscopic materials like PET, PA, PC, and TPU.
%(hot air dryer dehumidifying dryer plastic pellets processing)Hot air dryer and dehumidifying dryer for plastic pellets before processing
When I was first working in a plastics plant, we ran everything through a basic hot air oven. The results with PP and PE were fine. But the moment we started processing PA6 compounds, we had constant surface bubbles. It took a while before we realized the hot air dryer was not removing enough moisture from the hygroscopic nylon pellets. We switched to a dehumidifying dryer and the problem disappeared.
Comparing Drying Methods for Different Materials
| Drying Method | Dew Point of Air | Suitable Materials | Typical Drying Time | Energy Cost |
|---|---|---|---|---|
| Hot air dryer | Ambient (~10–20°C dew point) | PP, PE, PVC, PS | 1–3 hours | Low |
| Dehumidifying dryer | -20°C to -40°C dew point | PA, PET, PC, ABS, TPU | 2–6 hours | Medium to high |
| Vacuum dryer | N/A (vacuum environment) | Heat-sensitive polymers | 1–3 hours | High |
| Infrared dryer | N/A (surface heating) | Thin-film recyclate, flakes | 0.5–2 hours | Medium |
For factory owners running a high-mix production line — processing both commodity plastics and engineering plastics — I strongly recommend having both a hot air dryer and a dehumidifying dryer available. Running PA or PET through a standard hot air dryer is one of the most common mistakes I see in mid-sized plants. The product looks fine until the customer complains about mechanical property failures.
What Are the Real Consequences of Not Drying Plastic Pellets Properly?
Let me be direct. Skipping or rushing the drying step has real costs. Some you see immediately. Some show up later.
Poor drying leads to product defects, rejected batches, equipment damage, and customer complaints. In the worst cases, it causes permanent polymer degradation that cannot be fixed downstream. The cost of a rejected batch is always higher than the cost of proper drying equipment.
%(plastic pellet defects poor drying silver streaks bubbles)Plastic product defects caused by poor pellet drying silver streaks voids
I want to give you specific numbers, because this is where the argument for investing in good dehydration equipment becomes very clear.
Cost Comparison: Proper Drying vs. Ignoring Moisture
| Scenario | Typical Outcome | Real Cost |
|---|---|---|
| PET pellets with 0.1% moisture processed without drying | IV drop, brittle film or fiber, full batch rejection | $2,000–$20,000+ per batch depending on volume |
| PA12 compound with 0.3% moisture in molding | Surface bubbles, 20–40% tensile strength loss | Customer return, rework or scrap cost |
| PP masterbatch with 1% moisture in extrusion | Foaming in melt, inconsistent pigment dispersion | Product failure, color inconsistency |
| Proper centrifugal dehydration + drying | <0.1% residual moisture, first-pass quality | Stable quality, no rejects, customer confidence |
Beyond the direct cost of rejected product, there is also equipment cost. Running wet pellets through a single-screw extruder or injection molding machine creates steam inside the barrel. That steam causes pressure spikes. Over time it wears the screw and barrel faster than normal. I have seen plants that replaced their screw and barrel every two years — the main reason was consistently wet feed material.
Conclusion
Dehydration and drying are not optional steps. They protect your material, your equipment, and your customer relationships. Choose the right centrifugal dryer for your pelletizing type, match it with the correct thermal drying method for your material, and your line will run cleaner and longer.
At Nicety Machinery, our mission is to help anyone in the plastics processing industry find the right mechanical solution. From beginners to experienced plant owners, we share real knowledge from real production experience. Nicety Machinery was founded by Matt Lau, a veteran of plastics processing and plastic modification who started on the factory floor and built a company focused on helping others succeed in this industry.
Our auxiliary equipment — including strand line centrifugal dryers and UWP centrifugal dryers — is designed specifically for plastic modification, granulation, and engineering plastics processing. If you are upgrading your pelletizing line or building a new one, contact us and we will help you find the right configuration for your production needs.

_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png "NICETY MACHINERY Co., LTD")
