_画板-1-1.png.webp)

I often see elastomer compounds fail not because of material choice, but because mixing looks fine on the surface while problems hide inside, causing unstable quality, waste, and high energy cost.
A premium plastic mixer solves this by delivering stable, repeatable, and deep homogenization, especially when combined with a non-destructive homogenization silo system that protects elastomer structure while ensuring uniform composition across batches.

I want to explain why homogenization1 matters so much in elastomer modification2, and why the system after the mixer is just as important as the mixer itself.
Why Is Homogenization So Critical in Elastomer Material Modification?
I have worked with many elastomer producers who invest heavily in raw materials but still struggle with unstable output, uneven mechanical strength3, and customer complaints that appear random.
The real issue is often poor homogenization, where fillers, additives, and base polymers never fully balance, even if the mixer seems powerful enough.
Homogenization in elastomer modification means every granule or pellet leaving the line has the same formulation, the same thermal history4, and the same performance, which directly controls quality, energy use, and downstream processing stability.
Understanding Elastomer Categories and Mixing Sensitivity
When I choose or design a mixing system, I always start from the elastomer type, because not all elastomers behave the same during mixing and storage.
Elastomers are commonly divided into thermoplastic elastomers and thermoset elastomers. Each group has very different needs.
| Elastomer Category | Common Types | Mixing Sensitivity | Recyclability | Typical Applications |
|---|---|---|---|---|
| Thermoplastic Elastomers (TPEs) | TPU, TPV, SEBS | High sensitivity to shear and heat | Yes | Automotive, medical, consumer goods |
| Thermoset Elastomers | Natural rubber, silicone, FKM | Sensitive to heat history | No | Seals, gaskets, high-temperature parts |
I have personally seen TPU compounds degrade because of excess shear, even though dispersion looked good. I have also seen silicone rubber lose consistency because material stayed too long in a hot buffer bin.
This is why homogenization is not just about mixing force. It is about controlled mixing5, controlled residence time, and controlled post-mixing handling.
Why a Premium Plastic Mixer Alone Is Not Enough
A premium plastic mixer6 gives me strong dispersion, accurate feeding, and controlled temperature. That is essential, but it is not the full story.
After the material leaves the mixer, it still carries internal variation. Some pellets are slightly hotter. Some have more filler. Some cooled faster than others. If I pack these directly, I lock in variation.
This is where many production lines fail quietly.
I learned this the hard way when a customer complained about batch-to-batch hardness drift, even though lab data from the mixer looked perfect.
The solution was not a stronger mixer. The solution was true homogenization after mixing.
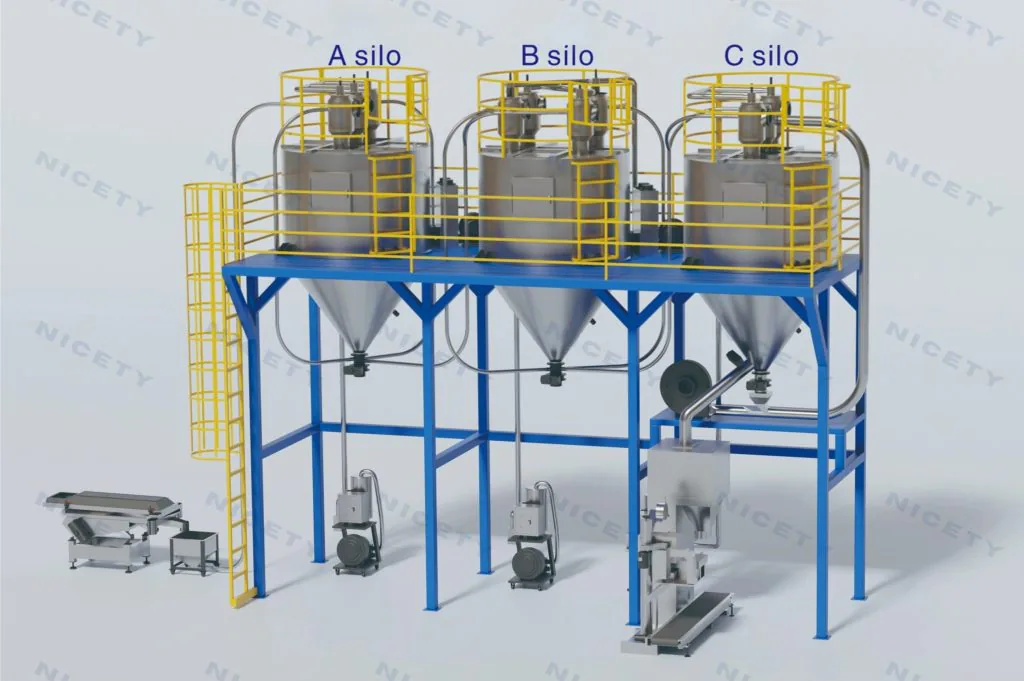
How Does a Non-Destructive Homogenization Silo System Work?
Many people think a silo is just a storage bin. I used to think that too. Over time, I learned that a well-designed homogenization silo is an active processing unit.
A non-destructive homogenization silo system7 allows material to blend naturally, using gravity, time, and controlled flow paths, instead of mechanical force.
Its role is to average out small differences created during mixing, without adding shear, heat, or stress that could damage elastomer structure.

Core Working Principles of the Homogenization Silo
When I explain this system to factory owners, I keep it simple. The silo works because of three basic ideas.
| Principle | What It Does | Why It Matters |
|---|---|---|
| Mass layering | Material enters in layers | Reduces sudden formulation changes |
| Controlled residence time | Material stays long enough | Allows natural averaging |
| Funnel flow design | Prevents dead zones | Avoids material aging |
The silo is designed so material flows slowly and evenly. New material does not rush straight to discharge. Old material does not get stuck.
This controlled flow creates a blending effect over time, without blades, screws, or rotors.
I remember visiting a plant in the Middle East where energy use dropped after adding a homogenization silo, simply because operators no longer reprocessed off-spec material.
Why “Non-Destructive” Matters for Elastomers
Elastomers are sensitive. TPU can degrade under shear. TPV can lose phase balance. Silicone rubber can suffer from thermal memory effects.
If I try to homogenize using another mechanical mixer, I often create new problems.
A non-destructive homogenization silo avoids this by doing nothing aggressive. It uses physics instead of force.
This is especially important for thermoset elastomers. Since they cannot be remolded after curing, any mistake in formulation uniformity becomes permanent waste.
The silo gives me confidence that what I pack is truly consistent, not just statistically acceptable.
How Do Premium Mixers and Homogenization Silos Work Together as a System?
I never design a mixing line by looking at one machine alone. I always look at the full path from raw material to final packaging.
A premium plastic mixer and a homogenization silo are not separate tools. They are one system with two roles.
The mixer creates dispersion. The silo creates consistency.
When these two work together, the production line becomes calmer, more predictable, and easier to manage, even with complex elastomer recipes.

System-Level Benefits I See in Real Plants
Over the years, I have seen the same improvements repeat across different factories.
| Performance Area | Without Silo | With Homogenization Silo |
|---|---|---|
| Batch consistency | Medium | High |
| Energy consumption | Higher | Lower |
| Rework rate | Frequent | Rare |
| Labor dependency | High | Lower |
| Process stability | Sensitive | Stable |
One factory owner once told me his operators stopped “adjusting by feel” after the silo was installed. That alone improved quality more than any control upgrade.
The silo gives the system breathing room. It absorbs small upstream variations and protects downstream equipment like extruders and injection machines.
Material Selection and Sustainability Considerations
When I think about sustainability, TPEs like TPU, TPV, and SEBS stand out because they are recyclable and reprocessable.
However, recyclability8 only works if material quality is stable. Poor homogenization leads to scrap, which defeats sustainability goals.
Thermoset elastomers still play a key role in high-temperature and chemical environments. For these materials, the silo is even more critical because mistakes cannot be corrected later.
Key selection factors always come back to the same points: temperature range, chemical resistance, mechanical needs, and energy efficiency.
A stable homogenization system supports all of them.
Conclusion
I believe true elastomer quality comes from controlled mixing and gentle homogenization working together, not from brute force, and the non-destructive homogenization silo is the quiet hero of stable production.
-
Learn about the critical role of homogenization in achieving uniform elastomer properties and reducing waste. ↩
-
Discover the essential techniques in elastomer modification that lead to improved material performance. ↩
-
Understand the relationship between homogenization and mechanical strength in elastomer materials. ↩
-
Discover how thermal history influences elastomer properties and the importance of managing it. ↩
-
Discover the significance of controlled mixing in achieving consistent elastomer formulations. ↩
-
Explore how a premium plastic mixer enhances elastomer quality and consistency, ensuring better performance. ↩
-
Learn about the innovative design of non-destructive homogenization silos and their impact on elastomer quality. ↩
-
Learn about the recyclability of thermoplastic elastomers and their role in sustainable manufacturing. ↩

_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png.webp "NICETY MACHINERY Co., LTD")