_画板-1-1.png)
Mixing plastic materials without wasting time or compromising quality is tough—but understanding mixing time helps us take control.
Generally, larger-capacity vertical silo mixers require slightly longer mixing times. A 1–5 ton mixer usually needs 10–20 minutes, whereas mixers exceeding 10 tons typically require about 25–30 minutes.

Choosing the right mixing time saves energy, prevents material degradation, and ensures consistent results. But how do we calculate the correct time? And when is mixing considered done? These questions matter, especially when you’re producing high-performance engineering plastics. Let’s break it all down.
What is the relationship between the mixing time of a vertical silo mixer and its capacity?
The bigger the batch, the more you risk uneven mixing. But shorter mixing time1 can also mean poor results.
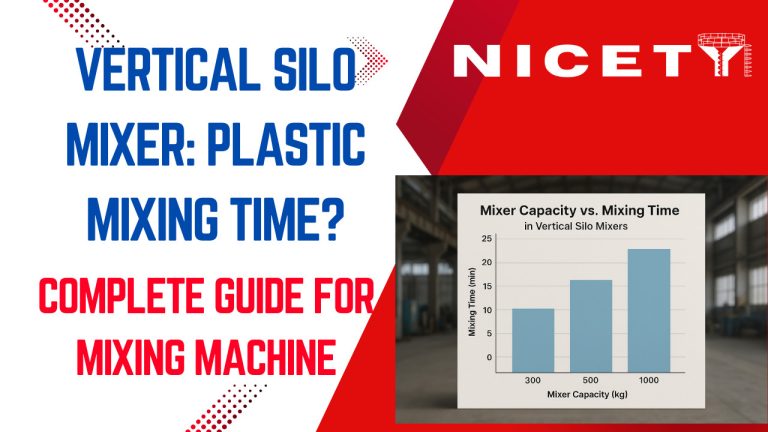
The mixing time in vertical silo mixers2 increases with capacity, but not in a straight line—doubling capacity doesn’t mean doubling time. Design efficiency matters more.

Mixing time and mixer capacity3 are connected, but not always how people expect. Many factory owners assume that more material always means longer time. From my experience, that’s only partly true. For example, a 500kg batch may take 12 minutes, but a 1000kg batch in the same mixer might only need 18 minutes. This is because vertical silo mixers use gravity and a central screw to lift and cascade material evenly.
Here’s a basic table of reference times from our plant:
| Batch Size (kg) | Average Mixing Time (min) | Notes |
|---|---|---|
| 300 | 8–10 | For easy-flowing PP, PE |
| 500 | 10–12 | PET flakes or crushed material |
| 1000 | 15–18 | Mixed-color ABS, engineering blends |
| 2000 | 20–25 | Heavy compounds, such as glass-filled nylon |
Still, don’t forget: the material type, moisture content, and your target outcome can all shift the time. If you’re mixing different colored materials or additives, you’ll need more cycles to reach uniformity. That’s why I always run a few trial mixes4 after a batch change to dial in the optimal time.
The mixing time isn’t solely determined by size. Other factors, including the type of plastic, particle size, moisture content, and the mixing goal itself, can significantly affect mixing duration. I’ve summarized common relationships between capacity and mixing duration below:
| Mixer Capacity | Recommended Mixing Time |
|---|---|
| 3–5 tons | 18–22 minutes |
| 5–10 tons | 20–25 minutes |
| >10 tons | 25–30 minutes |
What are the standards for plastic mixing5 completion? How is it tested?
Just because the timer hits 15 minutes doesn’t mean mixing is complete. How can we tell when it’s really done?
Plastic mixing is considered complete when there is visual uniformity, consistent coloration, and no hot spots; testing involves sampling from different depths and sometimes lab analysis.
%(testing plastic mixing completion)Testing Plastic Mixing Uniformity
One mistake I see a lot is assuming that a good-looking top layer means the whole batch is ready. Vertical silo mixers move material vertically, so it’s possible to have unmixed pockets at the bottom. I always recommend checking at least three levels: top, middle, and bottom.
Here’s how we usually test in the field:
- Visual check: Are colors uniform? Any clumps?
- Touch/temperature test: Is heat distributed evenly?
- Sample bag test: We take small bags from different depths, then compare.
- Lab density/color match (optional but best): Used for critical projects.
There’s no single ISO or ASTM test6 for plastic color uniformity, but internal factory standards often apply. We set a 5% color variance limit for specialty blends and use photos for visual reference. With optical additives or flame retardants, I’ll always push for at least one lab test to confirm additive distribution. Inconsistent mixing here isn’t just a quality issue—it’s a safety one.
What details should be paid attention to in the mixing process of engineering plastics?
Engineering plastics are not forgiving. If you miss details, your final product may suffer.
When mixing engineering plastics, pay attention to temperature buildup7, mixing time8, material flow9, and additive dispersion10—especially for glass fiber or flame-retardant compounds.

Mixing general PP or PE is one thing, but engineering plastics like PA, ABS, or PC require tighter control. I learned this the hard way early on, when a batch of glass-fiber-filled PA6 was overheated in the mixer. The material lost strength and created dust during extrusion.
Here’s what I check every time:
Key Mixing Points for Engineering Plastics
| Detail | Why It Matters | What to Watch |
|---|---|---|
| Mixing Time | Overmixing can cause heat buildup | Check temp rise after 10 min |
| Screw Speed | Affects lifting and cascading | Avoid clumping or material stagnation |
| Additive Loading | Poor dispersion = bad final product | Pre-mix powders if possible |
| Material Flow | Blockages or flow inconsistency | Use airflow assist if material is sticky |
| Temperature | Friction in large batches builds heat | Use thermometers, infrared sensors |
Another tip—don’t forget to clean between material changes. PA and PC can absorb moisture and cause gas bubbles if mixed with leftover material. I make it a rule: clean out before each high-grade batch.
Also, document your process. If a batch turns out perfect, log every setting—mixer speed, load time, even air temperature. It’s how we stay consistent when we scale production or run repeat orders.
Mixer Filling Rate
Never exceed 80% of the total mixer volume. Overfilling reduces mixing effectiveness and increases processing time.
Mixing Speed
Maintain a stable mixing speed (100-200 RPM). Too high speeds cause material damage; too low speeds prolong mixing unnecessarily.
Moisture Management
Control moisture to prevent material clumping and uneven mixing. Pre-dry materials if needed, especially hygroscopic ones like PET and TPU.
Batch Consistency
Always maintain consistent material proportions, batch-to-batch. This ensures uniform product quality and reduces waste.
These details are simple but crucial. Paying attention ensures excellent mixing results, efficiency, and a competitive advantage for your plastics manufacturing business.
Conclusion
Vertical silo mixers generally take 15–30 minutes to mix plastics effectively. Always monitor capacity, homogeneity standards, and mixing details for optimal results.
Mixing time also depends on your batch size, material type, and accuracy needs—but good habits and tests make all the difference.
-
Understanding the factors influencing mixing time can help optimize your mixing process for better results. ↩
-
Explore how vertical silo mixers operate to improve your mixing efficiency and achieve consistent results. ↩
-
Learn about the crucial relationship between mixer capacity and mixing time to enhance your production efficiency. ↩
-
Discover the significance of trial mixes in achieving optimal mixing times and material uniformity. ↩
-
Understanding best practices in plastic mixing can enhance quality and safety in production. ↩
-
Explore this link to understand ASTM standards that ensure quality and safety in plastic mixing processes. ↩
-
Understanding temperature buildup is crucial for preventing material degradation and ensuring product quality. ↩
-
Exploring the effects of mixing time can help optimize processes and improve final product strength. ↩
-
Understanding material flow is vital for preventing blockages and ensuring consistent mixing, which directly impacts product quality. ↩
-
Proper additive dispersion is key to achieving desired material properties and performance. ↩

_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png "NICETY MACHINERY Co., LTD")
