_画板-1-1.png)

Running a plastics processing plant means making decisions that cost real money. The wrong mixer slows your line, wastes material, and kills your margins. After more than a decade in this industry, I’ve learned that choosing the right plastic mixer machine is not just a technical decision. It shapes everything downstream.
The best plastic mixer machines for industrial use fall into a few key categories: high-speed mixers, low-speed paddle mixers, ribbon blenders, and twin-shaft mixers. Each handles different materials and output volumes. The right choice depends on your material type, batch size, required mixing precision, and whether you are running a continuous or batch process.

I have sourced, installed, and run these machines across different production lines. I’ve also helped clients at Nicety Machinery Co., Ltd find the right mixing solution for plastic modification, compounding, and centralized feeding systems. Here is what I know, and what you need to think about before you buy.
What Types of Plastic Mixer Machines Are Used in Industry?
Every factory manager I talk to starts with the same question. There are so many machine types on the market. Which one actually fits the job?
Industrial plastic mixer machines are divided by their mixing action: high-speed friction mixers, ribbon blenders, paddle mixers, and twin-shaft mixers. High-speed mixers suit PVC dry blending and masterbatch. Ribbon and paddle types handle bulk powders and pellets. Twin-shaft mixers are built for heavy, high-viscosity compounds.

Each machine type solves a specific problem. Picking the wrong one means poor mixing quality, longer cycle times, and material waste. Here is a breakdown of what each machine does and where it works best.
High-Speed Mixers
High-speed mixers use friction heat and mechanical agitation. They are the standard choice for PVC compounding and dry blending of powder formulations. I ran these for years on PVC pipe compound lines. They are fast, consistent, and easy to clean.
| Feature | Details |
|---|---|
| Mixing action | Friction + impact |
| Typical materials | PVC, masterbatch powders, additives |
| Cycle time | 8–15 minutes per batch |
| Output temp | 100–120°C typical |
| Pairing | Usually paired with a cooling mixer |

The hot/cold mixer combination is a proven setup. The hot mixer blends and activates the formulation. The cold mixer drops the temperature fast so the compound stays stable. This pairing is standard across PVC pipe, profile, and cable compound factories.
Ribbon Blenders
Ribbon blenders use a slow-turning helical ribbon agitator inside a horizontal trough. They move material gently. That makes them good for fragile pellets, glass-fiber-filled compounds, and heat-sensitive materials that cannot take friction.
| Feature | Details |
|---|---|
| Mixing action | Gentle ribbon agitation |
| Typical materials | Pellets, regrind, fiber-filled compounds |
| Cycle time | 10–20 minutes per batch |
| Capacity range | 200 L to 20,000 L |
| Risk | Longer dead zones if loading is uneven |

I have seen ribbon blenders work well in color masterbatch blending before extrusion. They handle multi-component dry blends without breaking pellets. That matters when your downstream process is sensitive to particle size.
Paddle Mixers and Twin-Shaft Mixers
Paddle mixers are versatile. They handle powders and pellets together. Twin-shaft paddle mixers are more intensive. They are built for high-output continuous blending of difficult materials, including those with high filler content.
| Feature | Details |
|---|---|
| Mixing action | Paddle agitation, can be continuous |
| Typical materials | Filled compounds, wood-plastic composites |
| Output | Can run continuously, not just batch |
| Footprint | Larger than ribbon blenders |
| Integration | Common in compounding and WPC lines |
For engineering plastics and compounding lines, twin-shaft continuous mixers are often paired with twin-screw extruders. The mixer pre-blends the dry components. The extruder then melts and compounds them. This separation of tasks improves quality and throughput.
How Do You Match a Mixer to Your Material?
This is the question that costs factories money when they get it wrong. I have seen buyers choose a mixer based on price, then spend months dealing with poor blend quality. Material properties should drive the decision, not the other way around.
Match your mixer to three material factors: bulk density, heat sensitivity, and particle size. Dense, free-flowing pellets need gentle agitation. Fine powders with additives need high-speed friction. Fiber-filled or shear-sensitive materials need low-speed paddle or ribbon mixing.

The table below is how I think through material-to-mixer matching on any new project. It is not exhaustive, but it covers most of what I see in PP, PE, PET, ABS, TPU, PVC, and TPR processing lines.
Material-to-Mixer Matching Guide
| Material | Form | Key Property | Recommended Mixer |
|---|---|---|---|
| PVC | Powder | Heat-activated, shear-sensitive | High-speed hot/cold mixer |
| PP / PE | Pellets | Low bulk density, fragile surface | Ribbon blender |
| ABS / PC | Pellets + powder | Moisture-sensitive | Ribbon blender with dry air |
| Glass-filled PA | Pellets + fiber | Fiber breakage risk | Low-speed paddle mixer |
| TPU / TPR | Pellets | Soft, sticky | Ribbon blender, cooled |
| WPC (wood-plastic) | Powder + fiber | High-filler ratio | Twin-shaft paddle mixer |
| Color masterbatch | Powder | Uniform dispersion | High-speed mixer |
| PET regrind | Flakes | Irregular particle size | Paddle or ribbon mixer |
One thing I always tell clients at Nicety Machinery: do not guess the bulk density. Measure it. A machine sized for 0.4 g/cm³ material will underperform badly if your actual material runs at 0.6 g/cm³. Capacity ratings on paper mean nothing without real material data.
Key Material Properties to Test Before Specifying
- Bulk density: Determines working volume needed per batch
- Angle of repose: Tells you how freely the material flows
- Heat sensitivity: Sets limits on friction-based mixing
- Moisture content: Affects whether you need a sealed or vented mixer
- Particle size distribution: Influences mixing time and homogeneity
Engineering plastic processors especially need to look at moisture content. PA6, PA66, PET, and ABS are all hygroscopic. If you mix them in an open blender without control, you absorb moisture and create problems in the extruder downstream. This is a common, avoidable mistake.
What Should You Look for in a High-Speed Mixer for Plastic Compounding?
High-speed mixers are the most commonly specified machines in plastic compounding and modification. But not all of them are built the same. I have bought cheap versions. I have also run premium machines for years. The difference shows up fast.
A good high-speed mixer for plastic compounding needs a hardened mixing blade, a reliable friction-resistant liner, precise temperature control, and a well-sealed discharge valve. These four features separate machines that last five years from machines that last fifteen.

In my experience running compounding lines for PP, PE, and ABS modification, the blade and liner are the first things that wear. If the supplier cannot tell you what grade of tool steel the blade is made from, that is a red flag. Here is what I evaluate on every machine before I commit to a purchase.
Evaluation Checklist for High-Speed Mixers
| Component | What to Check | Why It Matters |
|---|---|---|
| Mixing blade | Material grade, geometry, replaceable? | Worn blades cut mixing efficiency fast |
| Liner / chamber wall | Surface hardness, coating type | Liner wear introduces metal contamination |
| Discharge valve | Seal quality, pneumatic or manual | Leaks cause material loss and safety risk |
| Temperature sensor | Placement, accuracy, response speed | Inaccurate temp leads to over- or under-mixing |
| Motor and drive | Overload protection, inverter control | Stable speed control = consistent output |
| Lid seal | Dust containment, pressure rating | Powder dust is a health and fire risk |
At Nicety Machinery, our auxiliary equipment for plastic compounding lines is built around these exact standards. We focus on plastic modification and engineering plastics processing, where mixing precision directly affects final product quality. If you are upgrading a compounding line, these details are not optional.
How Does a Centralized Feeding System Connect to Your Mixer?
Most factory owners think about mixers in isolation. That is a mistake. The mixer is one part of a larger material handling system. Where the material comes from and where it goes after mixing both affect how you specify the mixer.
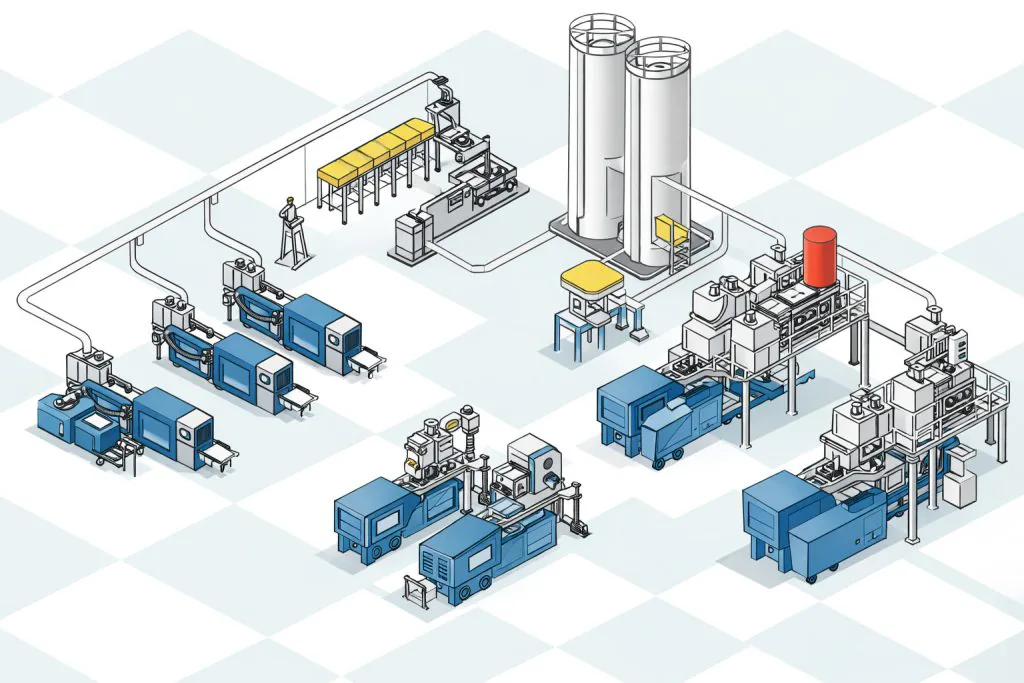
A centralized feeding system connects raw material storage, drying, mixing, and conveying into one controlled flow. It reduces manual handling, cuts material waste, and gives you real-time control over every material stream feeding your production lines.
I have seen factories where operators carry bags of material by hand to each machine. That is slow, inaccurate, and expensive in labor. A properly designed centralized feeding system eliminates that. Here is how the mixer fits into the bigger picture.
How the System Works Together
| Stage | Equipment | Function |
|---|---|---|
| Storage | Silos, hoppers | Hold bulk raw material |
| Drying | Desiccant dryers, hot air dryers | Remove moisture before mixing |
| Mixing | High-speed or ribbon mixer | Blend formulation to spec |
| Conveying | Vacuum loaders, blowers | Move material to each machine |
| Dosing | Gravimetric feeders, weighing hoppers | Control ratio at each feed point |
| Control | Central PLC panel | Monitor and adjust the whole system |
This is the system I wish I had in my early years running production. Instead, we patched things together manually. The cost showed up in scrap rates and labor hours.
Nicety Machinery Co., Ltd specializes in exactly this kind of integrated system for plastic modification and granulation lines. Our consulting approach starts with your material, your output targets, and your floor layout. Then we build the system around what your production actually needs, not a generic catalog solution.
For factory owners running multiple lines with different materials, centralized feeding with batch mixing upstream is often the most cost-efficient upgrade available. The payback period is usually 18 to 36 months in labor and material savings alone.

_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png "NICETY MACHINERY Co., LTD")
