You buy recycled PP or HDPE at a good price. You run it through your line. Then the smell hits you — and your customer calls to complain. That one problem can kill a contract.
Odors in recycled plastics like RCP-PP and r-HDPE come from residual volatile organic compounds (VOCs) absorbed during the material’s previous use. The most effective removal method combines controlled heat, sealed containment, and continuous material circulation to drive those VOCs out before the pellets reach your customer.
We have worked with plastic recycling and modification,compounding for over two decades. I have seen factories lose good customers over odor complaints that could have been fixed with the right equipment and process. In this article, I will walk you through what RCP-PP and r-HDPE are, where their odors come from, why you cannot ignore the problem, and how to solve it. I will also answer the most common questions I hear from factory owners like you.
What Are RCP-PP and r-HDPE, and Why Do They Smell?
You know these materials well if you run a recycling or compounding operation. But let me spell out the basics clearly, because the source of the odor problem is directly tied to what these materials are.
RCP-PP (Recycled Post-Consumer Polypropylene) and r-HDPE (Recycled High-Density Polyethylene) are plastics recovered from used consumer or industrial products. Because they absorbed odors and chemical residues during their previous use, they almost always carry VOC contamination that must be removed before reprocessing.
RCP-PP: What It Is and Where the Smell Comes From
RCP-PP stands for Recycled Post-Consumer Polypropylene. It is PP that has already been used by an end consumer and then collected, sorted, washed, and shredded or pelletized for reuse.
Industrial packaging (woven bags, big bags, strapping)
Each of these applications leaves behind a different type of residue. Food containers carry grease, dairy fats, acidic residues, and sugar-based compounds. Automotive parts absorb plasticizers, lubricating oils, flame retardants, and adhesives over years of use. Industrial packaging often carries dust, fertilizer residue, chemical powders, or agricultural products.
When these materials are shredded and melted down, those absorbed substances release as VOCs. The most common VOC compounds in RCP-PP include aldehydes (especially hexanal and nonanal from oxidized fats), ketones, carboxylic acids, and various hydrocarbons from oils and lubricants.
The result is a sharp, rancid, or musty smell in the final pellet or product. This smell does not go away on its own at room temperature. It must be actively driven out.
r-HDPE: What It Is and Where the Smell Comes From
r-HDPE stands for Recycled High-Density Polyethylene. It is HDPE recovered from post-consumer or post-industrial waste streams.
The main sources of r-HDPE include:
Milk jugs and dairy bottles
Detergent and cleaning product bottles
Shampoo and personal care bottles
Industrial drums and containers (chemicals, lubricants, food-grade oils)
Piping and fittings
Agricultural film and irrigation parts
HDPE is a very good absorber of organic compounds. This is actually one of its useful properties in packaging — it holds product well. But it also means that after use, HDPE pellets or flakes carry a significant amount of absorbed residue deep inside the polymer matrix. Surface washing removes surface contamination, but it does not remove what is trapped inside the material.
The most common odor-causing compounds in r-HDPE include:
Citric acid and lactic acid from dairy applications
Surfactants and fragrance compounds from detergent and personal care bottles
Aliphatic hydrocarbons from lubricant or fuel containers
Sulfur compounds from some industrial chemical containers
These compounds give r-HDPE a range of possible smells — sour, cheesy, chemical, soapy, or petroleum-like. Different input streams produce different odor profiles. Mixed-stream r-HDPE is often the worst because it combines multiple odor sources.
What Happens If You Don’t Treat the Odor?
Let me be direct. Skipping deodorization is not a cost-saving decision. It is a risk-creation decision. I have seen factories try to avoid the investment, and most of them paid more in the end.
Failing to remove odors from recycled plastics leads to product rejections, compliance failures, lost contracts, and health risks for workers. In regulated markets, selling odorous recycled plastic in food-contact or consumer applications can result in legal liability.
The Full Cost of Ignoring Odor in Recycled Plastics
Here is a breakdown of what happens when odor is not addressed:
Consequence
Who It Affects
Example
Product rejection by downstream customer
Compounder, pellet seller
Customer returns entire shipment; you absorb freight and disposal costs
Loss of supply contract
Any seller of recycled resin
Customer switches to virgin or better-processed recycled source
Worker health complaints
Factory staff, compounders
Headaches, nausea, respiratory irritation from prolonged VOC exposure
Regulatory non-compliance
Operations in EU, US, Japan, GCC
Fail REACH, FDA food-contact, or local environmental standards
The GCC (Gulf Cooperation Council) region, which includes Saudi Arabia, has been tightening regulations on recycled plastic quality. If you are selling into packaging, automotive, or consumer goods applications in this region, odor compliance is not optional.
Beyond the market consequences, there is also the environmental side. Uncontrolled VOC emissions from recycling operations contribute to air pollution. Many countries require VOC emission controls at recycling facilities. A proper VOC deodorizing system addresses both the product quality issue and the environmental compliance issue at the same time.
What Are the Main Methods to Remove Odors from Recycled Plastics?
There are several approaches used in the industry. Some are cheap but limited. Some are effective but require the right equipment. I will cover all of them honestly.
The main odor removal methods for recycled plastics are: hot water washing, ventilation drying, vacuum degassing during extrusion, chemical treatment with odor absorbers, and thermal VOC deodorization in a sealed silo system. Of these, thermal deodorization in a sealed, continuously circulating silo is the most thorough and scalable solution.
Comparing Odor Removal Methods for Recycled Plastics
Here is a practical comparison of the methods I have seen used in real operations:
Method
How It Works
Effectiveness
Limitations
Hot water washing
Wash flakes in hot water before extrusion
Removes surface contamination only
Does not remove internally absorbed VOCs
Open-air ventilation drying
Store material in open areas or drying tunnels
Removes some surface odor
Slow, inconsistent, weather-dependent, not scalable
Vacuum degassing on extruder
Vacuum vent on extruder barrel pulls VOCs during melt
Moderate
Limited by residence time; only treats what melts through
Odor masking agents
Add fragrances or absorbers to pellets
Covers odor, does not remove it
Odor returns over time; not acceptable for premium markets
Activated carbon adsorption
Pellets contact activated carbon to adsorb VOCs
Moderate for surface VOCs
Expensive per batch; difficult to scale
Thermal VOC deodorization in sealed silo
Controlled heat + continuous circulation in sealed environment
High — removes internally absorbed VOCs
Requires capital investment in proper system
The methods at the top of this table treat the symptom. Thermal deodorization in a sealed silo system treats the cause. When material is heated to the right temperature and continuously circulated in a sealed environment, the VOCs trapped inside the polymer matrix are thermally activated and released. They migrate to the surface, evaporate, and are captured and treated before discharge.
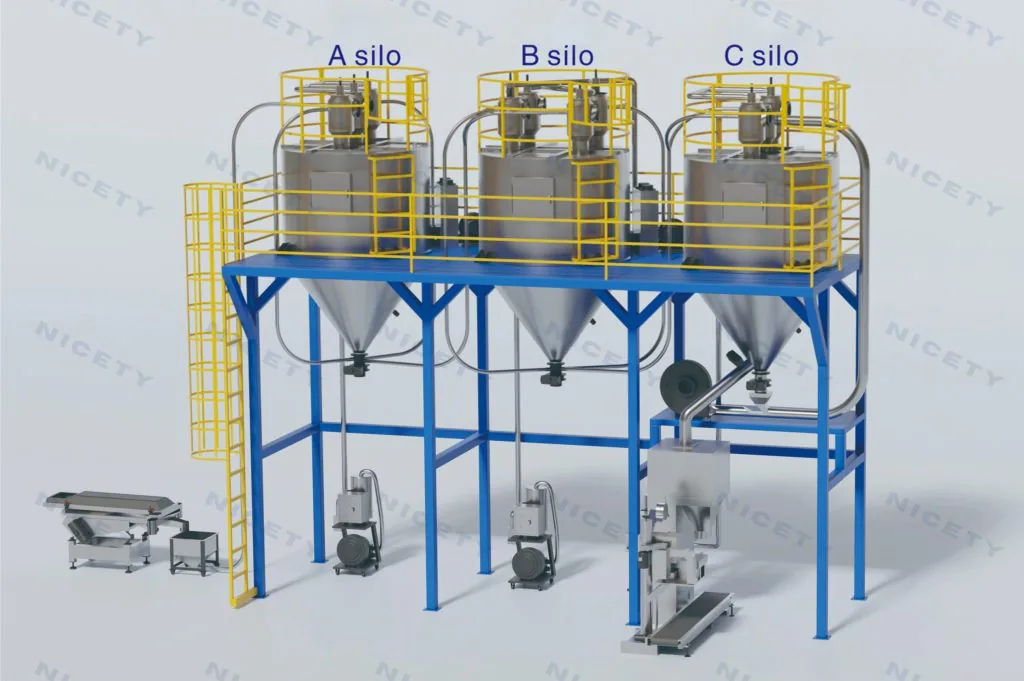
This is the principle behind the Nicety VOC Deodorizing Drying System. The system heats the material to a controlled temperature inside a sealed silo, keeps the material in continuous circulation to ensure even heat exposure, and collects the released VOCs for treatment. The result is a consistent, measurable odor reduction that holds up after the material is pelletized and shipped.
If you are running an extrusion pelletizing line for recycled materials, a VOC deodorizing system placed upstream or downstream of the pelletizer gives you full control over your output quality.
How Does a Thermal VOC Deodorizing Silo System Work?
This is the question I get most often from factory owners who are seriously considering upgrading their process. Let me explain it in practical terms.
A thermal VOC deodorizing silo system works by loading pellets or flakes into a sealed, heated silo, continuously circulating the material to expose all particles to controlled heat, and extracting the released VOC gases. The process runs continuously across multiple silos in sequence, allowing online deodorization without stopping the production line.
Step-by-Step Process of the Nicety VOC Deodorizing Drying System
Pellets first pass through a Vacuum Loader to remove dust and fine particles. Clean material moves forward. Contaminated fines are separated.
Stage 2 — Loading into A Silo
The screened material is conveyed by vacuum loader into the A Silo (typically 6 tons capacity). The A Silo acts as the buffer and feeding station for the treatment silos.
Stage 3 — Sequential Treatment in Numbered Silos
When the A Silo reaches its preset level, material transfers to No. 1 Silo. Heating and deodorization begin immediately. When No. 1 Silo is full, the A Silo feeds No. 2 Silo. This continues through No. 3, No. 4, and No. 5 Silos in sequence.
Each numbered silo maintains a precise treatment temperature. The non-destructive homogenization silo design continuously circulates the material without damaging pellets. This ensures that every pellet gets the same heat exposure, not just the ones on the outside.
Temperature control accuracy is within ±2°C, using SCR power regulation. This matters because too little heat leaves VOCs behind. Too much heat can degrade the material or cause agglomeration.
Stage 4 — Discharge and Packing
By the time material reaches No. 5 Silo, the material in No. 1 Silo has already completed its treatment cycle. It moves to the drying stage and is then discharged and packed. The cycle then repeats.
This sequential, continuous process means your line never stops. You get online deodorization at full production speed.
System Component
Function
Vibrating Screen
Removes fines and dust before treatment
Vacuum Conveying Units
Sealed material transfer between silos — no odor leakage
A Silo (Buffer)
Feeds material into treatment silos at controlled rate
Treatment Silos No. 1–5
Sequential heating and VOC release under controlled conditions
Non-Destructive Homogenization Silo
Continuous gentle circulation for even heat exposure
Heater Unit (SCR-regulated)
Maintains temperature within ±2°C
VOC Collection and Treatment
Captures and treats released gases before discharge to atmosphere
What Does the Material Actually Look, Smell, and Test Like Before and After Deodorization?
This is the question that matters most when you are deciding whether to invest. I want to give you a real, honest picture of what the difference looks like — from what your nose tells you to what a laboratory instrument measures.
After proper thermal deodorization in a sealed silo system, RCP-PP and r-HDPE pellets go from a strong, objectionable odor (VDA 270 grade 4–5) to a near-neutral or faintly plastic smell (VDA 270 grade 2–3). Total VOC concentrations typically drop by 85–99%, depending on the input material and treatment parameters.
Sensory Comparison: What You Actually Notice
The sensory difference is the first thing that operators notice after running the system. Here is how I would describe what changes:
Evaluation Point
Before Deodorization
After Deodorization (Nicety System)
Smell when opening a bag of pellets
Strong, sharp, immediately noticeable — rancid, sour, or chemical depending on input stream
Faint, neutral, or very light plastic smell — no objectionable odor
Smell during processing / extrusion
Strong emission at the feed throat and around the die
No noticeable odor release at normal extrusion temperatures
Smell of finished molded part
Odor present and detectable by end users
No detectable odor under normal use conditions
Worker environment
Odor in production area; requires ventilation; some workers report headaches
Clean working environment; no complaints
Customer sample review
Frequent rejection or conditional acceptance
Passes first-round sensory evaluation in most cases
I want to be honest: "almost no smell" is not the same as "completely zero smell." Recycled material will always have a slightly different character from virgin material. But after proper deodorization, the difference is minor enough that most customers and end consumers cannot detect it.
Estimated Laboratory Test Data: Before vs. After
I want to be transparent: the data in the table below is based on published industry research, VOC desorption studies for polyolefins, and field observations from similar thermal deodorization systems. These are engineering estimates, not results from our own certified lab tests. If you need verified test data for your specific material and input stream, I strongly recommend running a small-scale trial with your actual material. The Nicety team can assist with this.
That said, these estimates reflect what is realistically achievable with properly configured thermal VOC deodorization at the parameters typical for the Nicety system.
RCP-PP (Food-Contact Packaging Source — Mixed Dairy and Condiment Containers)
Treatment parameters: 100°C internal material temperature, 4-hour residence time, continuous circulation.
VOC Compound
Before Treatment (estimated μg/g pellet)
After Treatment (estimated μg/g pellet)
Estimated Reduction
Hexanal (rancid fat aldehyde)
80–150 μg/g
2–8 μg/g
~95%
Nonanal (oxidized fat aldehyde)
40–90 μg/g
1–5 μg/g
~95%
2-Pentanone (ketone, food residue)
20–50 μg/g
1–3 μg/g
~94%
Decane / undecane (hydrocarbons)
10–30 μg/g
<1 μg/g
>96%
Total VOC (TVOC)
200–500 μg/g
10–25 μg/g
~90–95%
VDA 270 Sensory Grade
4–5 (clearly perceptible to strong)
2–3 (slight to clearly perceptible)
Passes most automotive specs at grade ≤3
r-HDPE (Mixed Detergent and Dairy Bottle Source)
Treatment parameters: 85°C internal material temperature, 3–4 hour residence time, continuous circulation.
VOC Compound
Before Treatment (estimated μg/g pellet)
After Treatment (estimated μg/g pellet)
Estimated Reduction
Citric acid / lactic acid residues
60–120 μg/g
2–6 μg/g
~95%
Linear alkylbenzene sulfonates (LAS)
30–80 μg/g
2–5 μg/g
~93%
Limonene (fragrance compound)
20–60 μg/g
<2 μg/g
>95%
C10–C14 aliphatic hydrocarbons
15–40 μg/g
<1 μg/g
>97%
Total VOC (TVOC)
150–400 μg/g
8–20 μg/g
~90–95%
VDA 270 Sensory Grade
4–5
2–3
Passes most general packaging specs
What These Numbers Mean in Practice
A TVOC reduction of 90–95% is not just a number. It is the difference between a material your customer rejects at the dock and a material that passes their incoming quality check. It is the difference between a finished consumer product that smells unacceptable and one that gets no complaints.
For context, most food-adjacent packaging specifications require TVOC below 50 μg/g, and automotive interior specifications under VDA 270 typically require a grade of 3 or below. The post-treatment estimates above meet both of these thresholds for normally contaminated input streams.
Heavily contaminated input — for example, HDPE drums that previously held lubricating oils or PP woven bags from fertilizer applications — will need a longer residence time or higher temperature. This is exactly why adjustable, controlled parameters matter. A system that cannot be tuned to your input cannot reliably deliver consistent output.
Not sure what deodorization parameters your material needs? Send us your material details and we will help you estimate the right system configuration. Get in touch with the Nicety team today. We have worked with over 500 installations across recycled PP, HDPE, PET, ABS, PA, and more.
What Temperature and Time Are Needed for Effective Deodorization?
This is a technical question I take seriously, because getting the parameters wrong wastes energy and still does not fix the problem.
The required deodorization temperature and time depend on the specific material and the type of VOCs present. For RCP-PP, typical treatment temperatures range from 80°C to 120°C. For r-HDPE, 70°C to 100°C is common. Treatment time ranges from 2 to 6 hours depending on contamination level and target odor standard.
Key Variables That Affect Deodorization Parameters
Not all recycled materials are the same. The right parameters depend on several factors:
Variable
Effect on Deodorization
Practical Implication
Polymer type
PP holds VOCs differently than HDPE
Different temperature profiles needed per material
Input stream history
Food-contact vs. industrial vs. automotive scrap
More contaminated streams need longer treatment time
Initial VOC concentration
Higher concentration = longer time needed
Pre-test your input before setting production parameters
Target odor standard
Customer spec vs. regulatory requirement vs. food-contact
Higher standard requires stricter control
Pellet size and geometry
Smaller pellets release VOCs faster
Large pellets may need longer residence time
Moisture content
High moisture can interfere with VOC release
Drying and deodorization handled together in the same system
One advantage of the Nicety system is that it handles drying and deodorization in the same process. This is important because many recycled materials come in with elevated moisture after washing. Drying them before pelletizing or before final packing is necessary anyway. Combining deodorization with drying in the same sealed silo system saves space, energy, and process steps.
If you are running multiple materials — for example, PP one week and HDPE the next — you need a system with adjustable temperature and residence time control. A fixed-parameter system will either over-treat (wasting energy and potentially degrading material) or under-treat (leaving VOCs behind).
Can You Deodorize Recycled Plastics Before or After Pelletizing?
I get this question often from operators who are trying to figure out where to place the deodorizing step in their line.
You can deodorize recycled plastics both before and after pelletizing. Deodorizing after pelletizing is more common and more effective because pellets have a uniform shape and size, which allows for more consistent heat and time exposure. Pre-pellet deodorization of flakes is also possible but requires more careful handling.
Before vs. After Pelletizing: What to Consider
Deodorization Point
Advantages
Disadvantages
After pelletizing (most common)
Uniform pellet geometry ensures even treatment; combined with drying; final product is ready to ship
Reduces VOC load going into the extruder; can reduce melt odor during extrusion
Irregular flake shapes make uniform heat exposure harder; more difficult to handle
During extrusion (vacuum degassing)
No separate equipment needed if venting is already on extruder
Only treats melt phase; does not address pellet odor after cooling
For most operations producing recycled PP or HDPE pellets for resale or compounding, I recommend placing the VOC deodorizing system after the pelletizer. This gives you the cleanest, most consistent result. The pellets are uniform. The treatment is measurable. The output is ready for customer specifications.
If you are running a centralized feeding system downstream, clean deodorized pellets also reduce contamination risk in your feeding lines and hoppers.
How Do You Test and Verify Odor Levels in Recycled Plastics?
You cannot manage what you cannot measure. If you are selling recycled material to demanding customers — especially in automotive, consumer goods, or food-adjacent packaging — they will specify an odor level. You need to know how to test for it.
Odor in recycled plastics is typically measured using sensory panel evaluation (VDA 270 standard in automotive), headspace GC-MS analysis for specific VOC compounds, or simplified field tests using odor intensity scales. For industrial production, regular sensory panel testing combined with periodic GC-MS analysis provides a practical quality control system.
Automotive interior parts; general quality control
Headspace GC-MS
ASTM E1440, ISO 16000-6
Specific VOC compounds and concentrations
Regulatory compliance; R&D; premium markets
Dynamic olfactometry
EN 13725
Odor concentration in odor units per cubic meter
Environmental emission testing
Migration testing
EN 1186, FDA 21 CFR
Total migration and specific substance migration
Food-contact applications
Field odor intensity scale
Internal QC scale (1–5)
Quick pass/fail screening
Daily production QC
For most factory owners I work with, a practical starting point is to use an internal sensory panel for daily QC (trained staff evaluate a small pellet sample heated to 80°C in a closed jar) and send periodic samples to a third-party lab for GC-MS analysis. This gives you both the speed for daily control and the data depth for customer requirements.
After installing a VOC deodorizing system, run before-and-after GC-MS tests to document your baseline improvement. This data becomes a selling point with customers and a defense against any future quality disputes.
What Other Recycled Plastics Have Serious Odor Problems?
PP and HDPE get the most attention, but they are not the only recycled materials with odor issues. If you process a range of materials, you need to know the odor risk profile of each one.
Beyond RCP-PP and r-HDPE, the recycled plastics with the most significant odor challenges include r-PET (acetaldehyde), r-ABS and r-PS (styrene), r-PA (amines), r-PVC (plasticizer-related VOCs), and r-TPU/r-TPR (mixed organic compounds from rubber and urethane degradation).
I have dealt with all of these materials over my career. The Nicety VOC Deodorizing Drying System is designed with adjustable temperature and residence time control, which makes it suitable across this range of materials. You are not buying a system for one material. You are buying a system that adapts to your material mix.
Processing a mix of PP, HDPE, ABS, or other recycled resins? The Nicety VOC system is built to handle multi-material operations. Tell us what you run and we will size the right system for you. Our engineers will review your material list, contamination level, and output target — and give you a concrete equipment recommendation.
What Are the Environmental and Regulatory Requirements for VOC Emissions from Plastic Recycling?
This is becoming more important every year. Recycling operations are no longer exempt from emissions standards. Regulators in the EU, US, and increasingly in the Middle East and Asia are requiring VOC emission controls at plastic processing facilities.
Environmental regulations require recycling facilities to control VOC emissions released during plastic processing. In the EU, the Industrial Emissions Directive (IED) sets limits on VOC release. In the US, EPA regulations cover plastics manufacturing under various NESHAP and NSPS rules. GCC countries are adopting stricter environmental standards. A sealed VOC deodorizing system captures and treats emissions at the source.
Adopting international standards; growing enforcement on plastics
China
GB 31572-2015
VOC emission limits for synthetic resin industry
Automotive (Global)
VDA 270, PV 3900, BMW GS 97014-3
Interior odor specification for parts made from recycled plastics
The sealed design of a proper VOC deodorizing system means that released gases do not escape into your factory floor or atmosphere. They are collected and can be directed to a scrubber, activated carbon filter, or catalytic oxidizer for final treatment. This is what regulators want to see.
Conclusion
Odors in RCP-PP, r-HDPE, and other recycled plastics are a solvable problem. The right thermal deodorization system, the right process parameters, and consistent quality testing will protect your contracts and grow your business.
The numbers tell a clear story: a properly configured thermal VOC deodorizing system reduces total VOC concentrations by 90–95% and brings sensory odor grades down to a level that passes most packaging and automotive customer specifications. Your workers breathe cleaner air. Your customers stop complaining. Your products open doors to higher-value markets.
The difference between a recycler who can sell into automotive interiors, premium packaging, and regulated consumer goods — and one who cannot — often comes down to one piece of equipment.
Get a VOC Deodorization Solution for Your Operation
At Nicety Machinery Co., Ltd, we have designed and installed over 500 VOC deodorizing and drying systems for plastic recycling and compounding operations across the world. We understand the specific challenges of RCP-PP, r-HDPE, and other recycled resins — because we have worked with all of them.
If you are dealing with odor complaints, failing customer audits, or you simply want to upgrade the quality of your recycled pellets to access better markets, we want to help.
Here is what you get when you contact us:
A free review of your material type, input stream, and odor problem
A recommended system configuration for your production volume
Hi, I'm the author of this post, and I have been in this field for more than 7 years. If you want to build a plastic recycling line or plastic related machines, feel free to ask me any questions.
Hengjiang Industrial Zone, Dongguan City, Guangdong Province China
Whether you have questions about plastics mixing, blending, centralized feeding systems, or other plastics processing auxiliary equipment such as material handling and cooling, feel free to ask us. Our team is ready to provide you with the guidance and insight you need.
Send us a message
One of our sales consultants will contact you within 24 hours.
Service from NICETY engineers
Awareness of Your Needs
Recommend machines for your reference and comparison
_画板-1-1.png)
















_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png "NICETY MACHINERY Co., LTD")
