_画板-1-1.png)
If your TPE products smell bad, you know the problem. Customers complain. Orders get rejected. Your reputation takes a hit. And most factories don’t know where to start.
TPE odor removal works by heating the material in a sealed, continuously circulating environment. This releases trapped volatile organic compounds (VOCs) from inside the pellets. The most effective industrial method combines controlled heat, sealed containment, and continuous material movement to strip odors without damaging the material.
I have been in the plastics processing industry for many years. I started on the shop floor. I have seen what happens when factories ignore odor problems — and I have seen what happens when they solve them the right way. In this article, I want to share everything I know about TPE odor removal. I will cover what TPE is, where the smells come from, why they matter, and exactly how to deal with them.
What Is TPE and Where Is It Used?
Most people outside the industry have never heard of TPE. But they use it every day. So what exactly is it?
TPE stands for Thermoplastic Elastomer. It is a group of materials that combine the flexibility and softness of rubber with the processability of thermoplastics. This means TPE can be melted, shaped, and recycled like plastic, but it feels and behaves like rubber.
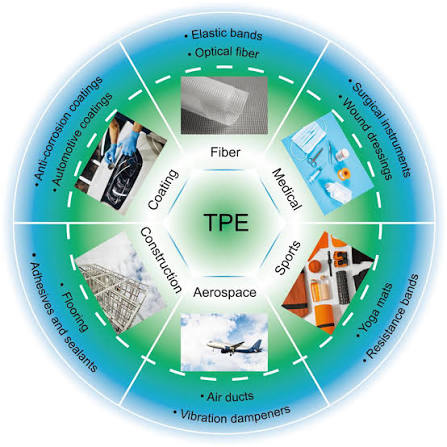
TPE is one of the most versatile materials in the plastics industry. It covers a wide family of compounds, including SBS, SEBS, TPU, TPR, TPS, and more. Each type has different properties, but they all share this key characteristic: they are soft and flexible at room temperature.
Here is a breakdown of where TPE is used across industries:
TPE Application Overview
| Industry | Typical TPE Products | Reason TPE Is Used |
|---|---|---|
| Automotive | Door seals, steering wheel grips, pedal covers | Durability, soft touch, weather resistance |
| Consumer Electronics | Phone cases, cable sheaths, earphone tips | Flexibility, shock absorption |
| Medical | Tubing, syringe grips, mask seals | Biocompatibility, FDA compliance |
| Toys and Baby Products | Teethers, soft grips, toy wheels | Safety, soft texture |
| Footwear | Shoe soles, insoles | Comfort, wear resistance |
| Construction | Window seals, pipe gaskets | Weather and chemical resistance |
| Sporting Goods | Bike handles, tool grips, protective gear | Grip and cushioning |
The reason TPE is so popular is simple. It does what rubber does, but it is easier to process and recycle. For factories like the ones I have worked with across the Middle East and Asia, this matters. TPE fits well into high-efficiency, low-waste production. However, odor is one persistent challenge that comes with it — especially when working with recycled or modified grades.
What Causes Odors in TPE Materials?
This is the question I get asked most often by factory owners and production managers. The smell is obvious. But the source is not always clear.
TPE odors come from volatile organic compounds (VOCs) trapped inside the material. These VOCs form during raw material production, modification, and recycling. Common sources include residual solvents, processing oils, degraded polymer chains, and contaminants from recycled feedstock.

Let me break this down in detail. There is not one single cause. There are many. And they often combine to make the problem worse.
The Main Sources of TPE Odor
1. Residual Monomers and Solvents
During the polymerization of TPE base resins — especially SBS and SEBS — small amounts of unreacted monomers like styrene or butadiene can remain trapped in the material. These compounds are volatile. They release slowly at room temperature and faster under heat.
I have seen this problem most often in batches where the upstream supplier cuts corners on devolatilization. The pellets look fine. But the moment you heat them up, the smell appears.
2. Processing Oils and Plasticizers
Most TPE compounds, especially TPR and softer grades, contain significant amounts of white mineral oil or naphthenic oil. These oils are added to improve softness and processability. But low-grade oils — or oils that have been exposed to heat repeatedly — break down and produce strong odors.
The smell is often described as oily, petroleum-like, or waxy. It is one of the most common complaints I hear from buyers of standard-grade TPE.
3. Thermal Degradation
During extrusion and pelletizing, the material is subjected to high temperatures. If the temperature is too high, or if the residence time in the barrel is too long, polymer chains begin to break down. This degradation produces aldehydes, ketones, and other low-molecular-weight compounds. These compounds have very strong odors even at low concentrations.
4. Antioxidants and Stabilizers
Every TPE compound contains antioxidants and heat stabilizers. These are necessary to protect the material during processing. But some of these additives — especially phenolic antioxidants and phosphite stabilizers — can produce phenolic or acidic smells when they degrade or react with moisture.
5. Recycled Content Contamination
This is the biggest issue for factories working with recycled TPE or blended recycled content. Recycled feedstock can carry residues from many sources: food contact, adhesives, cleaning chemicals, printing inks, or even biological contamination from poor storage. All of these can introduce odors that are very difficult to remove once they are embedded in the pellet.
Here is a summary of the most common odor sources in TPE:
| Odor Source | Chemical Compounds Involved | Typical Smell Description |
|---|---|---|
| Residual monomers | Styrene, butadiene | Sharp, paint-like, chemical |
| Processing oils | Hydrocarbons, naphthenes | Oily, petroleum, waxy |
| Thermal degradation | Aldehydes, ketones | Burnt, sweet-acrid |
| Antioxidant breakdown | Phenols, phosphites | Acidic, medicinal |
| Recycled contamination | Mixed VOCs, biologicals | Sour, musty, garbage-like |
What Happens If You Don’t Remove TPE Odors?
Some factory owners treat odor as a cosmetic problem. They think it does not affect the product’s function. I used to hear this argument all the time. It is wrong.
Ignoring TPE odor can cause product rejection, regulatory failure, and long-term health risks for workers and end users. In regulated markets — especially for medical, food contact, automotive, and children’s products — odor levels are tested and controlled under strict standards.
Let me walk through exactly what can go wrong if you skip the deodorization step.
The Real Cost of Untreated TPE Odor
Loss of High-Value Markets
Automotive OEMs, medical device manufacturers, and toy brands all have strict odor standards. The VDA 270 test is widely used in the automotive industry to grade interior component odors. A rating above 3.5 is usually a rejection. ISO 3452 and ASTM E462 are used in other industries.
If your TPE pellets or finished parts fail these tests, you cannot sell into these markets. You are locked out of the highest-margin customers.
Customer Complaints and Returns
Even in markets without formal odor standards, customers notice. A phone case that smells bad. A shoe sole that smells like petroleum. A child’s toy that has a sharp chemical smell. These are real complaints. They lead to returns, negative reviews, and lost repeat business.
I know a factory owner in Southeast Asia who lost a major private-label footwear contract because of odor complaints from the end retailer. The material tested fine for mechanical properties. But the smell failed a simple sniff test. That contract was worth millions per year.
Worker Health and Regulatory Risk
Many of the VOCs in TPE — especially residual styrene, aldehydes, and phenols — are classified as harmful substances. Long-term worker exposure to elevated VOC levels in the factory air is a health hazard. In the European Union, REACH regulations control the use and emission of these substances. In the US, EPA standards apply. In the Middle East and GCC region, occupational health standards are also tightening.
Running a production line that generates high VOC emissions is not just a quality problem. It is a legal and liability risk.
Downstream Processing Problems
VOCs trapped in the pellets do not stay there. When the pellets are reheated during molding or extrusion, the VOCs release again. This can cause:
- Surface bubbling or silver streaking in finished parts
- Discoloration or yellowing
- Poor adhesion in multi-layer products
- Mold fouling and increased cleaning frequency
These are real production losses. They add labor cost, increase scrap rates, and slow down your line.
How Do You Actually Remove Odors from TPE?
Now we get to the practical part. There are several approaches to TPE deodorization. Some work better than others. Some are more practical at industrial scale.
TPE odors are removed by one or more of these methods: vacuum devolatilization during extrusion, hot air purging in drying silos, washing with water or solvents, addition of odor-absorbing masterbatches, or thermal treatment in a sealed circulating system. The most effective industrial method is controlled thermal treatment with continuous material circulation.

Let me go through each method and compare them honestly.
Method 1: Vacuum Devolatilization During Extrusion
Most modern twin-screw extruders have vacuum venting ports. These are designed to remove volatiles — including VOCs — as the material is being processed. This works well for some materials and some contamination levels.
The limitation is that it only acts on the VOCs that are mobile enough to escape through the melt under vacuum. High-molecular-weight compounds and deeply embedded contaminants are not fully removed this way. For recycled TPE with complex contamination, this is not enough on its own.
Method 2: Hot Air Purging in Drying Silos
Standard hot air drying uses a heated air stream to remove moisture and some surface VOCs from pellets. This is a common step before injection molding or extrusion. But ordinary dryers are not designed for deep VOC removal. The air flow is not sealed, the material circulation is limited, and the temperatures are usually set for drying, not deodorization.
The result is partial odor reduction. It is better than nothing. But it will not pass a VDA 270 test or meet automotive OEM standards.
Method 3: Water Washing
For some recycled plastics, especially post-consumer waste, water washing is used to remove surface contamination. This helps with biologically-sourced odors — food residues, mold, and similar contamination. But it does not remove VOCs embedded inside the pellet. And it adds a drying step, which increases energy use and processing time.
Method 4: Odor-Absorbing Masterbatches
There are masterbatches on the market that contain zeolites, activated carbon, or other absorbing agents. These are blended into the TPE compound to capture VOCs from inside. They work to some degree. But they add cost per kilogram, they can affect the material’s color and properties, and they do not actually remove the VOCs — they just hold them in place. Under high temperatures in the final product’s use environment, those VOCs can release again.
Method 5: Thermal Treatment in a Sealed Circulating System
This is the most effective industrial method for post-pelletizing TPE deodorization. The principle is straightforward. You heat the pellets to a controlled temperature inside a sealed silo. You continuously circulate and turn the material so that all pellets are evenly exposed to the heat. The heat drives VOCs out of the pellet interior and into the gas phase. The gas is then collected and treated before discharge.
At Nicety Machinery, this is exactly what our VOC Deodorizing, Drying, and Homogenizing System is designed to do. The system uses a series of sealed silos. Material passes through each silo in sequence. The temperature is controlled to within ±2°C using SCR power regulation. The material is continuously circulated to ensure uniform treatment. The result is deep VOC removal, along with drying and homogenization — all in one continuous process.
Here is a direct comparison of all five methods:
TPE Deodorization Method Comparison
| Method | VOC Removal Depth | Suitable for Recycled TPE | Continuous Process | Energy Efficiency | Notes |
|---|---|---|---|---|---|
| Vacuum venting (extrusion) | Medium | Partial | Yes | Medium | Only removes mobile VOCs during melt |
| Hot air drying silo | Low | No | Yes | Low | Good for moisture, poor for deep VOC |
| Water washing | Low (surface only) | Yes (surface contamination) | No | Low | Adds drying step, no interior VOC removal |
| Odor-absorbing masterbatch | Low–Medium | Yes | Yes (in compound) | High (additive cost) | Does not remove VOCs, masks or holds them |
| Sealed thermal circulation system | High | Yes | Yes | High | Best for deep VOC removal and quality control |
The sealed thermal circulation system is the only method that reliably achieves the results required for automotive, medical, and food-contact-adjacent markets. For factory owners running compounding and pelletizing lines, this system integrates naturally into the downstream workflow after the pelletizer.
How Does Nicety’s VOC Deodorizing System Work in Practice?
I want to give you a clear picture of what this system actually looks like in a production environment.
The Nicety VOC Deodorizing Drying System works by moving plastic pellets through a series of sealed silos in sequence. Each silo applies controlled heat and continuously circulates the material. By the time the pellets exit the last silo, the full deodorization cycle is complete and the material is ready for packing or downstream use.

Here is the step-by-step process in detail:
Step-by-Step System Operation
Pellets first pass through a vibrating screener to remove dust, fines, and oversized particles. This is important. Dust on the surface of pellets can trap additional VOCs and cause inconsistent treatment.
After screening, a vacuum conveying unit moves the pellets into the first buffer silo — what we call Silo A. This silo holds approximately 6 tons of material and is equipped with a level switch.
When Silo A reaches the preset level, material is automatically transferred to No. 1 Silo. The heating and deodorization cycle begins here. The heater raises the material temperature to the target level and holds it. The material circulates continuously inside the silo.
As No. 1 Silo fills and triggers its level switch, Silo A begins filling No. 2 Silo. The same process runs in parallel. This continues through No. 3, No. 4, and No. 5 Silos.
By the time No. 5 Silo is receiving material, the deodorization cycle in No. 1 Silo is already complete. The treated material moves to the drying stage and is then discharged and packed.
The entire system runs continuously and online. There is no batch interruption. This is critical for high-volume production.
Key System Components and Their Roles
| Component | Function | Key Specification |
|---|---|---|
| Vibrating screener | Remove dust and fines before treatment | Integrated, adjustable mesh |
| Vacuum conveying unit | Transfer pellets between silos without dust or odor leakage | Sealed vacuum operation |
| Homogenization silo (A Silo) | Buffer storage and initial material circulation | ~6 ton capacity |
| Deodorizing silos (No. 1–5) | Sequential heating and VOC release | ±2°C temperature control |
| Heater unit | Provide precise, controlled thermal energy | SCR power regulation |
| Exhaust treatment | Collect and treat VOC-laden gas before discharge | EPA and EU compliant |
The non-destructive homogenization design inside each silo is something I want to highlight specifically. The circulation system does not use aggressive mechanical action. It does not grind or abrade the pellets. This is important for TPE because soft materials are sensitive to surface damage. Damaged pellets mean surface defects in your final product.
With Nicety’s system, the pellets come out with their original surface quality intact. They are dry, odor-free, and homogenized in terms of temperature and moisture content. This directly improves consistency in downstream injection molding or extrusion.
What Are the Most Common Questions About TPE Deodorization?
After years of talking with production managers and factory owners, I have collected the questions that come up most often. Let me answer each one directly.
These are the most frequent practical questions about TPE odor removal, covering temperature settings, treatment time, recyclability, product impact, and compliance requirements.

FAQ: Everything You Need to Know About TPE Odor Removal
Q1: What temperature should I use for TPE deodorization?
This depends on the specific TPE grade. For most SEBS-based and SBS-based TPE compounds, the effective deodorization range is 80°C to 120°C. TPU typically requires 90°C to 110°C. Going too low means insufficient VOC release. Going too high risks material softening, agglomeration, or color change.
In our VOC Deodorizing System, we set the target temperature based on the material’s specific characteristics. The ±2°C control accuracy means you can operate close to the upper limit safely and consistently.
| TPE Type | Recommended Deodorization Temperature | Risk if Too High |
|---|---|---|
| SBS | 80–100°C | Agglomeration, sticking |
| SEBS | 90–110°C | Minor color shift |
| TPU | 90–110°C | Hydrolysis if moisture is high |
| TPR | 80–100°C | Oil migration, surface changes |
| TPS | 80–105°C | Agglomeration |
Q2: How long does TPE deodorization take?
For most TPE grades with standard VOC contamination, a treatment time of 4 to 8 hours is typical in a sealed thermal circulation system. Heavily contaminated recycled TPE may need 8 to 12 hours. Shorter times produce incomplete VOC removal. The continuous multi-silo design of systems like ours solves this by allowing the treatment time to be set by the number of silos and the flow rate, without interrupting production.
Q3: Does deodorization affect the mechanical properties of TPE?
When done correctly, no. Properly controlled thermal treatment at temperatures below the material’s softening point does not degrade the polymer chains. The key is accurate temperature control and non-destructive material handling. Aggressive treatment — too high temperature, too long time, or mechanical damage — can cause property loss. This is why the system design matters as much as the temperature setting.
Q4: Can I deodorize recycled TPE the same way as virgin material?
Yes, but with more caution. Recycled TPE typically has a higher and more complex VOC load. It may also have lower thermal stability due to previous processing cycles. This means you need to start with a conservative temperature setting and test the output before scaling up. Our system has handled recycled TPE, r-HDPE, and other recycled grades with complex VOC profiles successfully.
Q5: Do I need to treat the exhaust gas from the deodorization process?
Yes. This is a question that many factory owners overlook. The deodorization process removes VOCs from the pellets — but those VOCs go somewhere. They enter the exhaust gas stream. If you vent this gas directly into the factory or atmosphere, you create a worker health risk and a regulatory compliance failure.
A proper VOC deodorizing system includes an exhaust treatment stage. Nicety’s system is designed to comply with EPA and EU emission standards. The gas is collected, treated, and discharged safely.
Q6: What odor test standards should my TPE products meet?
This depends on your target market and application:
| Standard | Industry | What It Measures |
|---|---|---|
| VDA 270 | Automotive (Germany/EU) | Odor intensity on a 1–6 scale |
| PV 3900 | Volkswagen Group | Emission testing for interior parts |
| GMW3205 | General Motors | Odor and emission from interior materials |
| ISO 8124 | Toys | Chemical and physical safety |
| FDA 21 CFR | Food contact (US) | Permitted materials and migration limits |
| REACH (EU) | All industries | VOC substance restrictions |
For automotive interior parts, a VDA 270 score of 3 or below is typically required. Medical and food-contact applications have their own specific frameworks.
Q7: Can I add the deodorization step to my existing pelletizing line?
Yes. The VOC deodorizing system is a downstream addition. It sits after the pelletizer and centrifugal dryer in the production flow. There is no need to modify the extruder or other upstream equipment. If your line uses a central feeding system, the deodorized pellets can feed directly into your downstream processing without additional handling.
Q8: Is the system suitable for other plastics, not just TPE?
Yes. The same system is used across many plastic materials:
- PS: removal of residual styrene
- PET: removal of acetaldehyde
- PA (Nylon): removal of amines and cyclic oligomers
- PE/PP: removal of residual hydrocarbons
- Recycled mixed plastics: removal of complex mixed VOC contamination
Conclusion
TPE odor problems are solvable. Know your source, pick the right method, control the process, and your material will meet the market.
About Nicety Machinery Co., Ltd
Nicety Machinery Co., Ltd is a China-based manufacturer of auxiliary equipment for plastic modification, compounding, and engineering plastics processing. Our product range includes VOC deodorizing and drying systems, extrusion pelletizing lines, central feeding systems, industrial mixers, vibrating screeners, and more.
Nicety is committed to sharing knowledge and helping factories at every level find the right mechanical solution. With ISO 9001:2015 and CE certification, over 20+ VOC systems installed, and 24/7 technical support, we back our equipment with the expertise and service that factory owners need.
Visit us at www.nicetymachine.com or contact us directly to discuss your TPE deodorization requirements.
External Sources Referenced
- Thermoplastic Elastomer — Wikipedia
- REACH Regulation — European Chemicals Agency (ECHA)
- ISO 3452 — International Organization for Standardization
- VDA 270 Odor Test Standard — Verband der Automobilindustrie (VDA)
- GMW3205 — General Motors Worldwide Engineering Standards
- FDA 21 CFR — U.S. Food and Drug Administration Code of Federal Regulations

_画板-1-副本-3-pxeey2xejyohpkvf07tglhvew6ks2ts3pjvhagm60c.png "NICETY MACHINERY Co., LTD")
